
With the prop pulled and the aircraft in a disassembled state the installation moves into panel layout and tank installation.
The TKS laser drilled titanium porous panels are specifically designed for each model’s leading edges. Panels from a Cessna 206 or Piper Saratoga cannot be used on a Bonanza. Even panels from a B36TC or F33A will not work for a G36.
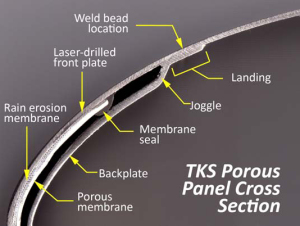
Leading edge protection is achieved by mounting panels to the leading edges of the wings, horizontal and vertical stabilizers. The outer skin of the ice protection panels are manufactured with 0.9 mm thick titanium; providing excellent strength, durability, light weight, and corrosion resistance.
The outer skin of the ice protection panels are manufactured with 0.9mm thick titanium. The panel skin is perforated by laser drilling holes, 0.0025 of an inch in diameter, 800 per square inch. The porous area of the titanium panels is designed to assure fluid coverage from the best rate of climb speed to maximum operational speed.
The back plate of a typical panel is 0.7mm thick manufactured stainless steel or titanium. It is formed to create a reservoir for the ice protection fluid, allowing fluid supply to the entire porous area. A porous membrane between the outer skin and the reservoir is designed to assure even flow and distribution through the entire porous area of the panel.
The porous panels are bonded or attached as a cuff over a leading edge. Panels are bonded to the airframe with a two-part, flexible adhesive. Most high performance general aviation singles and twins utilize the cuff method.
The design philosophy of the initial panel configuration was to blend both the practical and aesthetic attributes of the system. Panel lengths are designed to bridge areas on the aircraft between distinct visual discontinuities. This visual philosophy tends to apply directly to practical panel designs, yielding the simplest and most cost effective results. The greatest limiting physical factor is panel length.
The porous panels have been located in the same airframe areas that would be afforded protection by a boot system. This enables the system to provide full coverage of the leading edge of the wings, and horizontal and vertical stabilizers, excluding the dorsal fin.

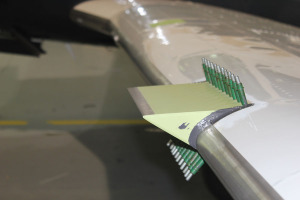
Our primary panel installer, Brandon Ramage, begins the panel installation by laying out the panels and determining the exact points at which he will need to drill the openings for the panel fluid inlets and air outlets.

-

The outlet on a TKS porous panel
If the aircraft is a 1984 or later 36 model then the vortex generator ( the wedge ) on each wing must be removed. The TKS replacement will be temporarily installed to allow proper alignment of the TKS panels.


The holes for the panel ports are located and drilled. In order to fit the panels with precision the edges are ground and the panels themselves are sculpted. Properly fit panels will have very small gaps and less dead space where ice can accrete.




Aircraft being fit for Flight Into Known Icing systems will have their original stall vane assembly removed and replaced with a heated stall vane assembly. The heated stall vane is also an option for no hazard TKS installations on some Bonanza models.

-

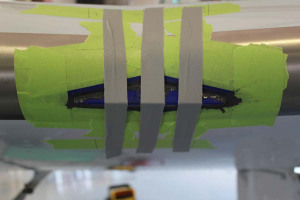
The heated stall vane assembly. When the panels have been worked to fit correctly they are connected to the nylon tubes which will feed the TKS fluid and are bonded to the leading edge. The bonding agent is a PRC type material.

The panels on a left wing bonded and in the cure process.
Once the bonding agent has been allowed to cure, the stall strips are bonded onto the panels. The stall strips are made of porous titanium and fed TKS fluid by tubes.

Inside each stall strip is a foam material which soaks in and allows the fluid to weep from the front. The stall strips are precisely placed to ensure they continue to function as designed and that there is no adverse effect on the aircraft’s performance.



Masking off the panels for the edge seal application.The edge sealant is the same material used to bond the panels to the skin of the aircraft.

The sealant is not required to prevent fluid from getting between the panel and the aircraft skin. The method used to bond the panel to the aircraft skin keeps fluid out.


Part 3 of the Bonanza TKS Installation can be found here.
Related News

J.A. Air Center Newest TKS Installation Center
3rd July 2016